
恒天翊官方旗舰店

服务热线:133 6054 0871
恒天翊官方旗舰店
服务热线:133 6054 0871
 2023/8/1 18:54:02
2023/8/1 18:54:02
 5443
5443
铅与锡有良好的互溶性,在锡中添加不同比例的铅能组成高、中、低温各种用途的焊料;
特别是 63Sn-37Pb共晶焊料,其导电性、化学稳定性、机械特性和工艺性都非常优异,熔点低,焊点强度高,
是一种极为理想的电子焊接材料。因此,63Sn-37Pb共晶锡铅焊料是近一个世纪以来最主要的电子焊接材料。
Sn可与 Pb、Ag、Bi、In 等金属元素组成高、 中、低温各种用途的焊料,见表 3-3。
表3-3 常用的锡铅焊料合金组分及其固相线、液相线温度
合金组分 | 固相线(℃) | 液相线(℃) | 合金组分 | 固相线(℃) | 液相线(℃) |
Sn-37Pb | 183 | 183 | Sn-36Pb-2Ag | 179 | 179 |
Sn-40Pb | 183 | 188 | Sn-88Pb-2Ag | 268 | 290 |
Sn-40Pb | 183 | 215 | Sn-43Pb-14Bi | 135 | 165 |
Sn-90Pb | 268 | 301 | Pb-1.5Ag-1Sn | 309 | 309 |
Sn-95Pb | 300 | 314 |
锡的基本物理和化学特性
锡是银白色有光泽的金属,常温下耐氧化性好,暴露在空气中仍能保持光泽度;其密度为7.298g/cm3(15℃), 熔点为 232℃, 是一种质地软、 延展性好的低熔点金属。
1.锡的相变现象
锡的相变点为 13.2℃。高于相变点温度时是白色β-Sn;低于相变点温度时开始变成粉末状。发生相变时体积会增加 26%左右。
低温锡相变将使钎料变脆,强度几乎消失。在-40℃附近相变速度最快,低于-50℃时,金属锡变为粉末状的灰锡。因此,纯锡不能用于电子组装。
2.锡的化学性质
① 锡在大气中有较好的抗腐蚀性,不容易失去光泽,不受水、氧气、二氧化碳的作用。
②锡能抗有机酸的腐蚀,对中性物质来说,有较高的抗腐蚀性。
③锡是一种两性金属,能与强酸和强碱起化学反应,不能抗氯、碘、苛性钠和碱等物质的腐蚀。因此对于那些在酸性、碱性、盐雾环境下使用的组装板,需要三防涂覆保护焊点。
3.液态锡的易氧化性
锡在固态时不易氧化,然而在熔化状态下极易氧化,生成黑色的 SnO。温度越高,锡的流动速度越快,氧化速度也越快。锡基焊料的防氧化措施如下。
①加入防氧化油。
②使用活性炭类的固体防氧化剂。
③使用防氧化焊料。
④采用N?保护,或采用气相(相当于真空)焊接。
4. 浸析现象
浸入液态焊料中的固体金属会产生溶解,生产中将这种现象称为浸析现象或溶蚀现象,俗称“被吃”。
金、银、铜等金属元素在液态锡基焊料中均有较高的溶解速度,如图3-1(a)所示。
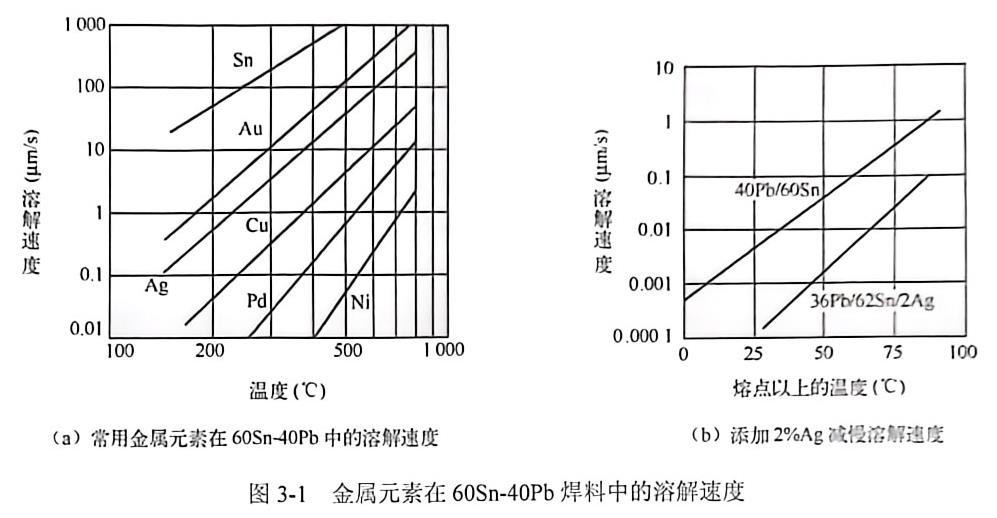
影响浸析的因素主要有被焊金属合金元素与焊料合金元素之间的亲和力和互溶性、焊料的温度、流动速度等。温度上升,溶解速度增大; 焊料流动速度增大,溶解速度也增大。
在波峰焊中,铜的浸析很严重;再流焊时也可能发生浸析现象。例如,在焊接银-钯合金端电极的片式元件时,银-钯电极中的银会溶解到锡基焊料中,焊后造成端头脱落,俗称“脱帽”现象。
通常在 Sn-Pb焊料中添加2%左右的 Ag可以减轻浸析现象。这是由于在锡基焊料中有了一定浓度Ag,可以减慢端头中 Ag 在熔融锡基焊料中的溶解速度。
5. Sn和许多金属元素容易形成金属间化合物
正是由于这一特性,使 Sn能够与多种金属在几秒钟内完成扩散、溶解、冶金结合,形成焊点。
但也是因为这一特性,容易使金属间化合物生长过快,造成焊点界面金属间化合物厚度过厚而使焊点变脆、机械强度变差,导致焊点提前失效。
6.锡的晶须问题
晶须(Whisker) 是指从金属表面生长出的细丝状、针状单晶体,它能在固体物质的表面生长出来。
Sn 晶须主要发生在元器件引脚和焊端表面电镀层上。锡晶须增长会引发窄间距 QFP发生短路故障,引起电子产品可靠性问题。
Sn晶须的产生原因、危害、 形态等.
抑制Sn晶须生长的措施:
①措施1:镀暗Sn。镀Sn不加增光剂(镀暗Sn),对抑制 Sn晶须生长有一定效果。
②措施2:热处理。表面镀层的热处理有 3 种方法:退火、熔化和回流。镀Sn 后放在烘箱中烘150℃/2h 或170℃/1h,可达到退火的作用;
不采用电镀,采用热浸(Hot Dip);镀Sn后回流一次,可以将镀层熔化再凝固。
③措施3:中间镀层。中间镀层是指在镀 Sn前先镀一层其他金属元素作为阻挡层,然后再镀Sn。最常用的中间镀层材料为 Ni。
④ 措施4: 镀层合金化。在Sn中添加Pb、Ag、 Bi、 Cu、Ni、Fe、Zn等金属元素可以有效抑制Sn晶须生长。大都采用Sn-Ni镀层, 日本、韩国的无铅元件有采用Sn-Bi镀层的。
⑤措施5:增加镀Sn层厚度。一般镀Sn层厚度增加到8~10μm。
3.1.2 铅的基本物理和化学特性
铅是一种蓝灰色金属,新暴露在空气中的铅表面有光亮的金属光泽,很快呈暗灰色。密度为11.34g/cm3,熔点为 327.4℃。
铅的密度大,膨胀系数大,导电、导热性能比锡差,因此纯金属铅不宜用于电子装联。
铅的化学性能稳定、抗氧化、耐腐蚀,与锡有良好的互溶性,焊点表面很光滑。
3.1.3 63Sn-37Pb锡铅共晶合金的基本特性
1. 密度
Sn-Pb共晶合金的密度为8.5g/cm3。
2. 相变温度
从Sn-Pb合金二元金相可以看出,在所有的 Sn-Pb合金配比中,只有63Sn-37Pb合金配比有共晶点,
所以63Sn-37Pb配比的Sn-Pb合金称为共晶合金。对于 Sn/Pb共晶合金的组分,国际上也有微量的差异,
有的研究机构认为是62.7Sn-37.3Pb,有的研究机构(日本) 认为是 61.9Sn-38.1Pb,
目前大家都把 63Sn-37Pb称为共晶合金。
在应用中,液相线温度等于熔点温度,固相线温度等于其软化温度。对于给定的合金成分,在液相线和固相线之间的温度范围是液相和固相共存范围,
被认为是塑性范围或黏稠范围。液相线温度与固相线温度相等的合金组分,称为共晶合金,此温度称为共晶点或共晶线。共晶合金在升温时只要到达共晶点温度,立即从固相变成液相;
反之,冷却凝固时只要降到共晶点温度,立即从液相变成固相。因此共晶合金在熔化和凝固过程中没有塑性范围。
合金凝固温度范围对焊接的工艺性和焊点质量影响极大,塑性范围大的合金,在合金凝固、形成焊点时需要较长时间。
如果在合金凝固期间 PCB 和元器件有任何振动,都会造成“焊点扰动”.有可能会使焊点开裂。因此,选择焊料合金时应尽量选择共晶或近共晶合金。
大多数冶金专家建议将塑性范围控制在 10℃以内。为了保证焊点在最恶劣环境下的可靠性,建议焊料合金的液相线温度(熔点)应至少高于工作温度上限值的两倍。
3.电导率
电导率是物质传送电流的能力。63Sn-37Pb共晶合金的电导率较高,达到11.6mS/cm.
4.热导率
热导率高,导热性好。焊料的热导率随温度的增加而减小。
5.热膨胀系数(CTE)
CTE 是 SMT业界关注和努力改进的问题。PCB、焊料、元器件焊端或引线的 CTE 不匹配将增加焊点上的应力和应变,缩短焊点的寿命,导致早期失效。
6.黏度与表面张力
黏度与表面张力是润湿性的重要性能。
7.冷凝收缩现象
表3-4 63Sn-Pb37合金的物理性能
合金成分 | 密度 (g/mm3) | 熔点 (℃) | 热膨胀系数(×10°) | 热导率 (Wm'K') | 电导率 (%ACS) | 电阻系数 表面张力(μΩ·cm) (200℃mNm2) |
63Sn-Pb37 | 85 | 183 | 23.9 | 50 | 11.5 | 15 481 |
3.1.4 铅在焊料中的作用
① 降低熔点,有利于焊接。
②改善机械性能,提高锡铅合金的抗拉强度和剪切强度。
③降低表面张力和黏度,增大液态焊料的流动性和润湿性。
④ 抗氧化。铅是稳定的金属,不易氧化,使焊点抗氧化性能增加。
⑤铅的润滑性使 Sn-Pb焊膏印刷时有一定的润滑作用。
⑥锡中加入铅可以避免灰锡的影响。
⑦避免产生晶须,含锡量在70%以下的各种锡一铅焊料,都可以避免锡晶须的产生。
3.1.5 锡铅合金中的杂质及其影响
①锌(Zn)含量达到0.01%时,焊料的流动性和润湿性变差,明显影响焊点的外观。
②铝(A1)含量达0.001%时,影响焊料的流动性和润湿性,而且容易发生氧化和腐蚀。
③镉(C4) 具有降低熔点的作用,并能使焊料的品粒变得粗大而失去光泽。镉含量超过0.001%,就会降低流动性,焊料会变脆。
④锑(Sb)可使焊料的机械强度和电阻增大,当其含量在0.3%~3%时,焊点成型极好;如果含量在6%以内,不但不会出现不良影响,
还可以使焊点的强度增加,增大焊料的蠕变阻力,
所以可用在高温焊料中。但是,当含量超过6%时,焊料会变得脆而硬,流动性和润湿性变差,抗 腐蚀性减弱。
另外,含锑的焊料不适于含锌的母材。
⑤铜(Cu) 的熔点高,能够增大结合强度。当其含量在 1%以内时,会使蠕变阻力增加。焊料中含有少量的铜可以抑制焊锡对电烙铁头的熔蚀,但铜含量超过 1%会使焊料熔点上升,流动性变差,焊点易产生拉尖、桥接等缺陷,因此铜含量是经常检测的项目。
⑥铁(Fe) 可使焊料熔点增高,不易操作,还会使焊料带上磁性。
⑦铋(Bi)可使焊料熔点下降并且变脆。
⑧砷(As)即使含量很少也会增大硬度和脆性,影响焊点外观,但可使流动性略有提高。
⑨磷(P)含量过大时会溶蚀烙铁头,微量磷能够增加焊料的流动性。
锡铅焊料合金中杂质的标准容许限值见表3-5。
表3-5 锡铅焊料合金中有害杂质含量一览表(J-STD-006)
杂质金属 | 允许含量(%) | 杂质金属 | 允许含量(%) | 杂质金属 | 允许含量(%) |
银(Ag) | <0.05 | 金(Au) | <0.05 | 锑(Sb) | <0.50 |
砷(As) | <0.03 | 镉(Cd) | <0.002 | 铁(Fe) | <0.02 |
铋(Bi) | <0.10 | 铜(Cu) | <0.08 | 镍(Ni) | <0.01 |
铝(Al) | <0.005 | 铟(In) | <0.10 | 锌(Zn) | <0.003 |
电话
微信
邮箱
置顶
恒天翊坚信质量是产品的灵魂,严守每一项标准、生产的每一道工艺、服务的每一个细节!
