
恒天翊官方旗舰店

服务热线:133 6054 0871
恒天翊官方旗舰店
服务热线:133 6054 0871
 2023/7/29 17:07:12
2023/7/29 17:07:12
 924
924
目前应用最多的是全自动印刷机金属模板印刷焊膏工艺,
半自动印刷机主要应用在小批量、多品种的半自动生产线。
半自动和全自动印刷机的原理与操作方法、印刷工艺基本相同,
半自动印刷机只是不能连线, 需要人工上、下板。
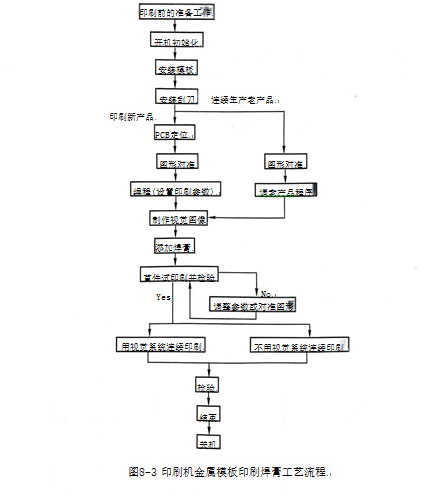
1. 工艺流程(见图8-3)
2.印刷前的准备工作及开机
①准备焊膏。
●按产品工艺文件的规定选用焊膏。
●焊膏的使用要求按本章8.2节的有关条款执行。
印刷前用不锈钢搅拌棒将焊膏向一个方向连续搅拌均匀,或采用焊膏搅拌机搅拌。
②检查模板应完好无损,漏孔完整、不堵塞。
③开机。
3.安装模板和刮刀
①应先安装模板,后安装刮刀。
②安装刮刀时应选择比PCB 印刷宽度长20mm的不锈钢刮刀一付,并调节导流板的高度,使导流板的底面略高于刮刀的底面。
注意:印刷焊膏一般应选择不锈钢刮刀,不锈钢刮刀有利于提高印刷精度。
4.图形对位
图形对位是通过对工作台或对模板X、 Y、 θ的精细调整,使 PCB的焊盘图形与模板漏孔图形完全重合。
究竟调整工作台还是调整模板,要根据印刷机的构造而定,目前多数印刷机的模板是固定的,这种方式的印刷精度比较高。
①将 PCB放在设定好轨道宽度的工作台上,传送到印刷位置进行夹紧。
②测量 PCB的对角两个基准点的坐标,输入到印刷机。
③印刷机的相机会自动行进到两个基准点的位置,进行基准点的学习。
④基准点学习示教完成后,图形对位检查。
⑤图形对位完成。如果对位不精确,则需要进行印刷偏移的补偿。
5.设置印刷参数
设置印刷参数要根据印刷机的功能和配置进行,一般设置以下关键参数。
①印刷速度:一般设置为 15~40mm/s,有窄间距、高密度图形时,速度要慢一些。
②刮刀压力: 一般设置为2~15kg/cm2。
③模板分离速度:有窄间距、高密度图形时,速度要慢一些。
④设置模板清洗模式: 一般设为一湿一真空吸一干。
⑤设置模板清洗频率:窄间距时最多可设置为每印1 块板清洁一次; 无窄间距时可设置为20、50等;还可以不清洗, 以保证印刷质量为准。
⑥设置检查频率:设置印刷多少块 PCB进行一次质量检查,检查时机器会自动停止印刷。
⑦设置印刷遍数(一般为一遍或两遍)。
6.添加焊膏
①首次添加焊膏。用小刮勺将焊膏均匀沿刮刀宽度方向施加在模板的漏印图形后面,注意不要将焊膏施加到模板的漏孔上。焊膏量不要加得太多,
能使印刷时沿刮刀宽度方向形成φV~15mm 左右的圆柱状即可,印刷过程中随时添加焊膏可减少焊膏长时间暴露在空气中吸收水分或因溶剂挥发使焊膏黏度增加而影响印刷质量。
②在印刷过程中补充焊膏时,必须在印刷周期结束时进行。
7.首件试印刷并检验
①按照印刷机的操作步骤进行首件试印刷。
②印刷完毕检查首件印刷质量(首件的检测方法与印刷工序中的检测方法是相同的)。
③不良品的判定和调整(参照表8-3)。
8. 连续印刷生产
对印刷质量不合格品的处理方法:
①如果只有个别焊盘漏印,可用手动点胶机或细针补焊膏。
②如果大面积不合格,必须用无水乙醇超声清洗或刷洗干净,
将 PCB板面和通孔中残留的焊膏全部清洗掉,并晾干或用吹风机吹干后再印刷。
PCB 板面和通孔中残留的焊膏会引起小锡球。
9. 检验
由于印刷焊膏是保证 SMT组装质量的关键工序,因此必须严格控制印刷焊膏的质量。
有窄间距(引线中心距 0.65mm以下)时,必须全检。
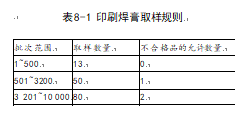
无窄间距时,可以定时(如每小时一次)检测,也可以按表 8-1所示取样规则抽检。
焊膏印刷过程在 SMT生产中相对其他工序是非常不稳定的。根据众多公司和大学的研究发现,这个过程最大变化量达 60%。
这是由于焊膏印刷过程中涉及很多相关的工艺参数,大约有35 个参数需要得到控制。
这些参数包括焊膏类型、环境条件(温度、湿度等)、模板类型(化学腐蚀、激光切割、激光切割抛光、 电铸成型)、
模板厚度、开孔形状、宽厚比、面积比、印刷机型号、刮刀、印刷头技术、印刷速度,等等。这些因素大大降低了印刷的重复精度。
一般密度采用 2D SPI检测就可以了。可以整板测试或局部检测,整板测试的测试点应选在印刷面的上、下、左、右及中间 5 点;
局部检测一般用于板面上高密度处及 BGA、CSP等器件的检测。要求焊膏厚度范围在模板厚度的-10%~+15%之间。
对窄间距 QFP、CSP、01005、POP等封装,应采用3D SPI 焊膏检查机检测。
(2)检验标准
检验标准按照本单位制定的企业标准或参照其他标准(如 IPC 标准或 SJ/T10670—1995表面组装工艺通用技术要求)执行。
10.结束及关机
当完成一个产品的生产或结束一天的工作时,必须将模板、刮刀全部清洗干净。
①卸下刮刀,用专用擦拭纸蘸无水乙醇,将刮刀擦洗干净,然后安装在印刷头或收到工具柜中。
③清洗模板,有两种方法。
方法1:清洗机清洗。用模板清洗设备,清洗效果是最好的。
方法2: 手工清洗。
用专用擦拭纸蘸无水乙醇,将焊膏清除,若漏孔堵塞,可用软牙刷配合,切勿用坚硬针捅。
用压缩空气枪将模板漏孔中的残留物吹干净。
将模板装在贴装机上,否则收到工具柜中。
注意:拆卸模板和刮刀的顺序为,先拆刮刀,后拆模板, 以防损坏刮刀。
电话
微信
邮箱
置顶
恒天翊坚信质量是产品的灵魂,严守每一项标准、生产的每一道工艺、服务的每一个细节!
