
恒天翊官方旗舰店

服务热线:133 6054 0871
恒天翊官方旗舰店
服务热线:133 6054 0871
 2023/7/28 18:07:46
2023/7/28 18:07:46
 8300
8300
上次讲到了03015 组装工艺
,今天来讲一下0201组装工艺。
0201封装,如图4-13所示,由于它在工艺性、经济性方面比01005要好,因此,在手机、平板电脑等便携产品上得到广泛应用。
0201标称封装尺寸为0.6mm×0.3mm,质量约为0.16mg。
0201封装,工艺性远比01005好,焊盘尺寸一般大于0.25mm×0.30mm,如果采用0.1mm厚的钢网,其面积比为0.68,能够较好地满足焊膏沉积75%以上的要求。
由于尺寸小、质量轻,移位与立碑是组装最常见的不良,如图4-14所示。
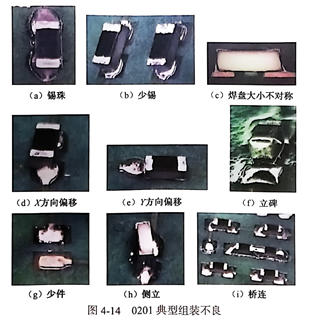
移位与立碑,原因基本一样,主要是钢网开窗比较小,焊膏量变化比较大,容易导致元器件两焊端的润湿不同步。
因此,工艺的核心仍然是焊盘设计与焊膏印刷。
1. 焊盘设计
1)焊盘尺寸
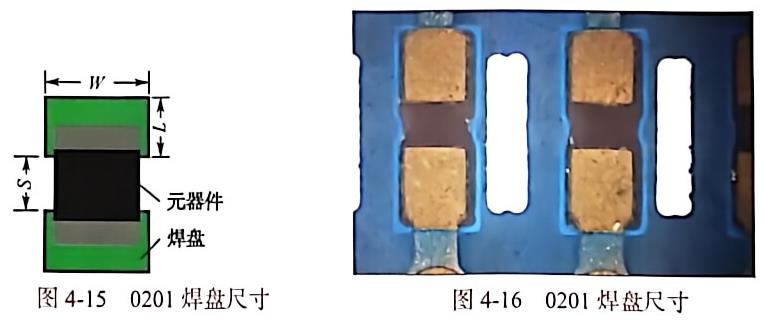
0201焊盘的设计,应根据 PCBA 使用的钢网厚度决定,推荐两种尺寸,见表 4-2,图中尺寸代号如图4-15所示。
表4-2 推荐的0201焊盘尺寸 [单位: mm(mil)]
钢网厚度 | L | W | S |
0.08~0.10 | 0.25(10) | 0.31(12) | 0.23(9) |
0.10 ~0.13 | 0.31(12) | 0.40(16) | 0.23(9) |
W:0.30~0.45mm,有助于降低贴装精度的要求。 L:0.25 ~0.30mm,对立碑影响比较大。 S:0.23~0.25mm,较大的尺寸,有助于减少锡珠不良,但会增加立碑的概率 | |||
2)阻焊
0201采用非阻焊定义阻焊设计,为了减少立碑的风险,阻焊开窗应避免改变焊盘尺寸;为了减少锡珠现象,也可以去掉焊盘间的阻焊,如图4-16所示。
3)大铜皮上焊盘的设计
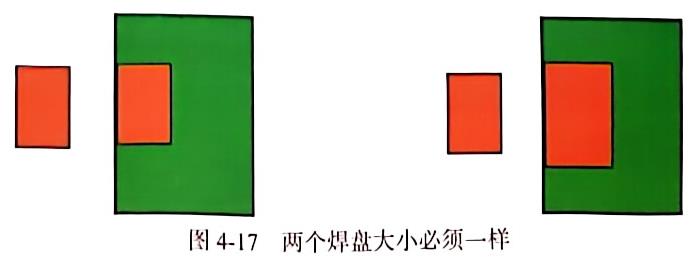
实验表明热容量对焊接缺陷的影响不显著(设计了三组不同热容量的焊盘.大铜皮面积是另一焊盘的500、1000、1500倍,试验表明两焊盘峰值温度差在0.4~ 1.6℃),
但如果两个焊盘大小不同,如图4-17所示的那样影响就比较大了,因此,阻焊定义焊盘不能改变焊盘尺寸,两端必须一致。
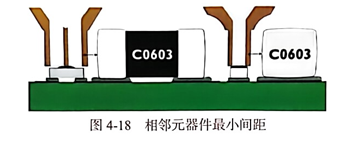
2.相邻元器件间距设计
元器件焊盘之间的间隔,受贴装精度、吸嘴尺寸、桥连最小间隙等限制,如图4-18所示。为了稳定地进行焊接,0201与相邻元器件焊盘之间的间隔应>0.3mm。
0201组装工艺-现场实操说明。
1.焊膏应用
1)钢网设计
较厚的钢网,如0.12mm、0.15mm,都可以满足印刷的要求,试验没有出现印刷不良的问题,但0.15mm厚钢网,会引发比较多的组装缺陷。这是因为较厚的焊膏,熔化后会使元器件浮起,容易引起移位与立碑。
钢网的开口方式有内削或外移,对组装缺陷影响不显著。
2)焊膏组分
焊膏的熔化温度范围,对立碑形成有重要影响。一般而言,非共晶的焊膏比共晶焊膏利于减少立碑缺陷。工程上可以临时采用混合焊膏的方式进行紧急救火,比如把Sn62/Pb36/Ag2与Sn63/Pb37混合。
2.贴装
由于0201非常小和轻,在元器件拾取过程中很容易吸偏,应采用双通道的吸嘴阻止元器件倾斜,如图4-19所示。应采用塑料编带的专用包装,因为纸带元器件腔尺寸精度相对比较低,容易引起元器件吸附偏斜问题。
3.再流焊接
0201立碑的一个重要原因是其两个焊端的初始润湿不一致。这是由于两焊端的温度和润湿性不同所引起的。
仅再流焊接而言,采用氮气气氛焊接,有助于减少0201两端的润湿不一致。
电话
微信
邮箱
置顶
恒天翊坚信质量是产品的灵魂,严守每一项标准、生产的每一道工艺、服务的每一个细节!
